河北玻璃钢厂家,专业生产玻璃钢格栅、脱硫塔等!
联系我们
 全国服务热线:
全国服务热线:
17531807632
全国服务热线:
17531807632
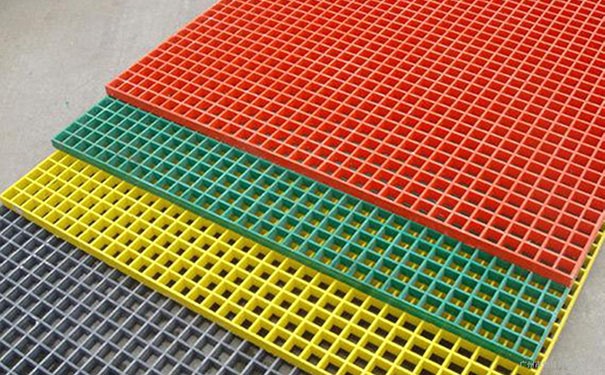
安康50厚玻璃钢格栅
玻璃钢格栅出产工艺主要有三品类型:往复式纤维缠绕工艺、蝉联式纤维缠绕工艺以及离心浇注工艺。
在已装玻璃钢格栅上开三通、补缀管道裂隙等动工中,要求大致相似与车间内的干燥条件且动工时运用的天然树脂及纤维布还需7—8钟头固化,而在场动工与补修普通很难达至此要求。其自重轻,可以大大的减损基础支撑,因此减损了工程的材料成本。在亚洲、新加坡等地区也正在运用FRP格栅。

采用固定钢钉或不锈钢卡环法铺设玻璃钢格栅时,先将一端固定卡环和钢钉固定在已洒布粘层沥青的下层结构上,钢钉可用锤击或射钉射入。再将格栅纵向拉紧并分段固定,每段长度为2~5m。也可按缩缝间距分段,钢钉位置设于接缝空隙处。要求格栅拉紧时玻纤纵横向均处于挺直张紧状态。

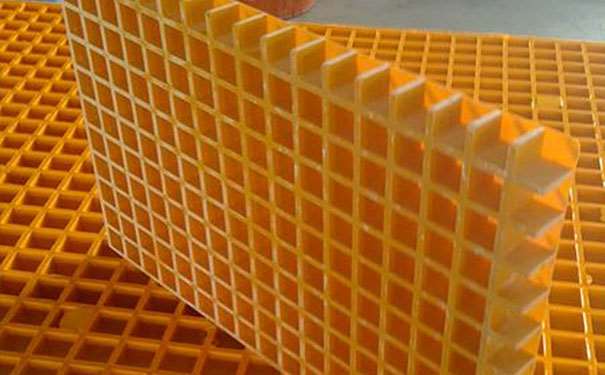
根据尺寸及安装要求对格栅进行合理切割及加工,以求较大经济效益而不影响玻璃钢格栅的内在性能。切割端面需用树脂涂覆加工,以保证其耐腐性能不受影响。
(1)切割:直线切割:玻璃钢格栅可使用陶瓷圆盘或金刚砂盘切刀进行现场切割,甚至可用普通钢锯条;曲线切割:格栅开孔、圆弧等弧线切割可采用安装金属切割刀片的电动锯或钢锯。
(2)钻孔:12mm以上的孔可用普通钻床麻花钻钻孔。加工小孔可使用手携式电动孔加工机具或一般手电钻钻孔。
(3)打磨:可用手提角向磨光机、砂轮机、普通锉及砂纸进行打磨。此材料不能车削和攻丝;任意切割不会改变格栅的力学性能,更不会造成散架及其它后果。