河北玻璃钢厂家,专业生产玻璃钢格栅、脱硫塔等!
联系我们
 全国服务热线:
全国服务热线:
17531807632
全国服务热线:
17531807632
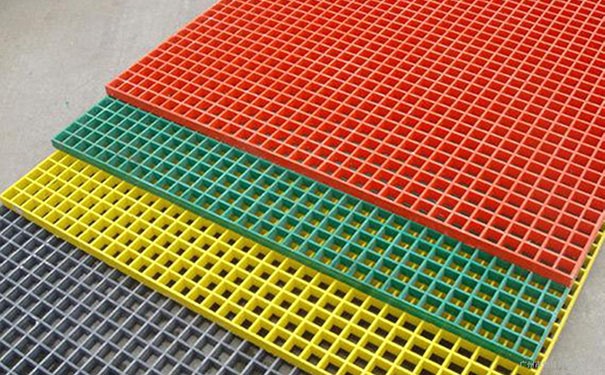
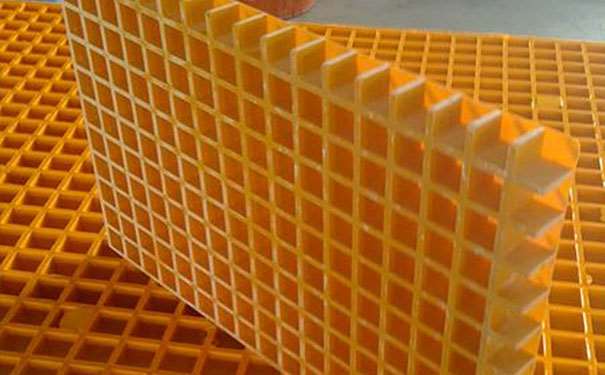
沈阳玻璃钢格栅板厂家
往复式纤维缠绕工:在这种工艺方法中,浸胶槽随转动的芯模作往复运动,长纤维玻璃丝以一定的斜角相对于芯模轴辅放,辅角(即缠绕角)受浸胶槽的移动速度和芯模转速之比控制,浸胶槽的平移运动由计算机化的机-电控制。缠绕层数逐渐增加,达到设计的壁厚为止。缠绕完成后,使制品中的树脂基本固化。固化后,从玻璃钢管中脱出芯模。

选择手糊成型用的树脂品种十分重要,它直接关系到产品质量和生产工艺。因此,必须根据产品性能、使用条件及工艺要求确定树脂的品种。⑴产品性能考虑,要注意:
①树脂固化收缩问题:应选用低收缩树脂。
②断裂延伸率:应选用延伸性好的树脂,提高玻璃钢开裂时的强度。
⑵从工艺角度考虑,树脂应满足:
①良好的浸润性。树脂对纤维的浸润是保证玻璃钢质量的一个重要因素,也是手糊工艺的先决条件。如浸润不好,不仅使玻璃钢制品成型困难,也会使树脂——纤维间出现气泡;
②适当的粘度。手糊成型时的树脂粘度过低,会出现流胶现象,粘度过大,又会使成型浸润困难;
③能在室温或低温下凝胶、固化,并要求固化时无低分子物产生;
④无毒或低毒;
⑤价格便宜,货源充足。
目前手糊成型工艺中最常用的树脂为不饱和聚酯树脂和环氧树脂,而酚醛树脂很少单独使用。

固定玻璃钢格板每装置一块格栅板后需用扣件(每件格栅板运用格栅板装置夹的数量不得少于4个)停止固定,格栅板装置一块需固定一块,没有固定的格栅板严禁站人作业,也不允许撤除暂时防护措施五、严禁玻璃钢格板堆积玻璃钢格板不得堆积在钢梁上。
在装置完的格栅上堆积高度不得超越1.2m,这是由于堆积大批量的格栅会形成铺设好的格栅板变形以至夸塌的事故发作,从另一个层面说杂乱无章也影响装置进度,玻璃钢格板装置作业过程工具的管理玻璃钢格板在装置过程中作业人员应将小型工具放入工具袋内。