河北玻璃钢厂家,专业生产玻璃钢格栅、脱硫塔等!
联系我们
 全国服务热线:
全国服务热线:
17531807632
全国服务热线:
17531807632
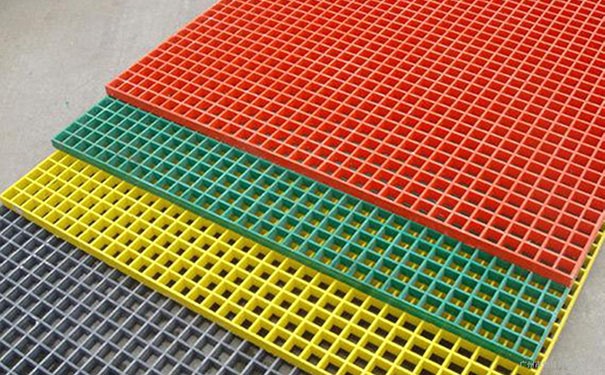
品牌模塑玻璃钢格栅工厂
玻璃钢材料,仍然一种节能型材料。模塑玻璃钢格栅若认为合适而使用手工糊制的办法,其成型时的温度普通在室温下还是在100℃以下施行,因为这个它的成型制造能耗很低。纵然对于那一些认为合适而使用机械的成型工艺办法,例如模型压成、喷吐、搅扰、RTM、注射、挤拉等成型办法,因为其成型温度远低于金属材料,及其它的非金属材料,因为这个其成型能耗可以大幅度减低。

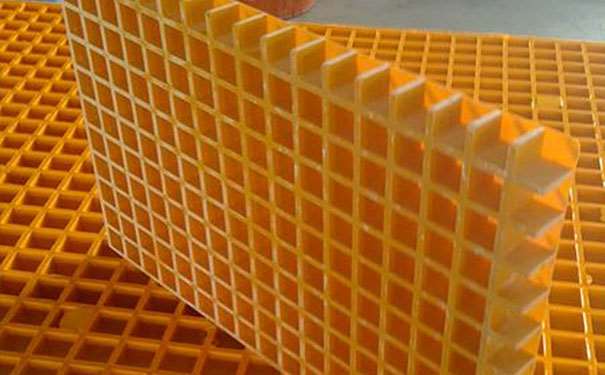
模塑玻璃钢格栅生产工艺主要有三种类型:往复式纤维环绕工艺、接连式纤维环绕工艺以及离心浇注工艺。
往复式纤维环绕工艺(归于定长法):在这种工艺方法中,浸胶槽随滚动的芯模作往复运动,长纤维玻璃丝以斜角相对于芯模轴辅放,辅角(即环绕角)受浸胶槽的移动速度和芯模转速之比操控,浸胶槽的平移运动由计算机化的机-电操控。环绕层数逐渐添加,抵达规划的壁厚中止。环绕完成后,使制品中的树脂根本固化。固化后,从玻璃钢管中脱出芯模。
接连式纤维环绕工艺(归于接连法) :该工艺是管子在运动中通过一个供应树脂预浸无捻粗纱,短切玻璃钢纤维和树脂砂混合物的供料站,管子是在芯模接连不断的行进中制成的。
离心浇注工艺(归于定长法) :在此工艺中,用堵截的玻璃纤维增强材料和砂,喂入固定在轴承上的钢制模具中,在钢模一端注入加催化剂的不饱和树脂,使其浸渍增强材料,在离心力作用下,树脂置换出纤维及填猜中的空气,然后制作出无孔隙的细密复合材料,因为离心力的作用管内壁构成一个平滑、亮光的赋有树脂的内表面层,管材在较高温度下固化。用这种方法制作的管又称玻璃钢夹砂管。
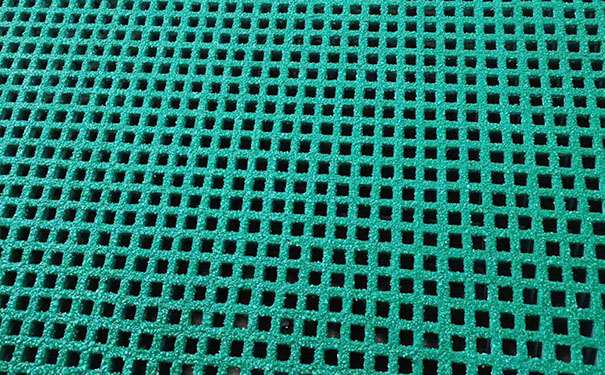
模塑玻璃钢格栅铺设可由拖拉机或汽车改装的专用设备进行铺设,一般都是人工铺设。玻纤格栅每卷产品的纸筒两端各标有橙色和蓝色标记,在开始铺设之前,应选择胶面向下,确定上述标记颜色各在某一端,以方便施工而不致将胶面铺错。模塑玻璃钢格栅铺设时,应保持其平整、拉紧,两边对齐,可以以使用水平尺做平,使模塑玻璃钢格栅具备有效的张力,铺完之后再用干净的钢轮压路机碾压一遍。是模塑玻璃钢格栅干净亮丽,更加色彩。